当前饲料企业竞争日趋激烈,随着配方同质化以及不断内卷的现状,饲料生产已进入低利润时期,此外,随着养殖集约化的发展,现今各饲料企业全价料大部分为代工料,这对饲料企业提出了更高的品质要求,同时又不断压缩利润空间,因此,在保证饲料品质的前提下,增效降本已成为行业的共识。饲料加工过程中,生产能耗、物料损耗(包括水分损耗)、生产效率、机械磨损等因素直接影响生产成本,饲料企业要在竞争中立于不败之地,就必须最大限度地降低生产成本。而保证饲料水分是最简单有效的降本手段,特别是饲料原料粉粹环节,因摩擦生热以及通风系统,往往导致原料水分损耗0.5-1个百分点,这不仅给饲料企业带来一定经济损失,同时饲料水分较低时会降低淀粉糊化度,对养殖端而言,也会降低饲料适口性,减少粗蛋白和淀粉的消化率。因此,科学地利用水分能够在不降低饲料品质的前提下,降低生产能耗、机械磨损和过程损耗,从而提高生产效率、降低生产成本,同时保持饲料正常的水分,能够提高饲料适口性,改善动物的生产性能。


在秋冬季节,由于气温较低,厂家多使用新上市的玉米等原料,这些新上市的饲料原料一般水分含量很高。玉米-豆粕型日粮在饲料生产制粒后,水分一般在13%以下,基本能满足品控要求,但随着米糠粕、DDGS等农副产品(水分含量较低,约在9%-12%)的大量使用,使成品水分降到了12%之内。在夏秋季节,饲料原料水分一般在11%-13%左右,加之夏季高温,饲料原料水分在粉碎和制粒过程中损失一部分,使得饲料成品水分很低,一般在9%-11%左右,低于国家要求的标准。饲料水分过低会产生饲料加工时粉尘增多、成品损耗率增加、制粒能耗增加、玉米糊化不理想、制粒环模磨损、饲料适口性下降等不利因素,将会直接到影响饲料企业的经济效益。
饲料的产品水分含量,不仅影响饲料的内在和外在产品品质,而且对产品的出品率和经济效益有直接影响。一个年产6万吨的颗粒饲料企业,以加工过程造成0.5个百分点水分损耗为例,年损失的经济效益可高达105万元。根据生产季节和原料的变化调整生产工艺参数,尤其是调整制粒时调质工艺参数,可显著提高企业的经济效益和饲料产品品质。
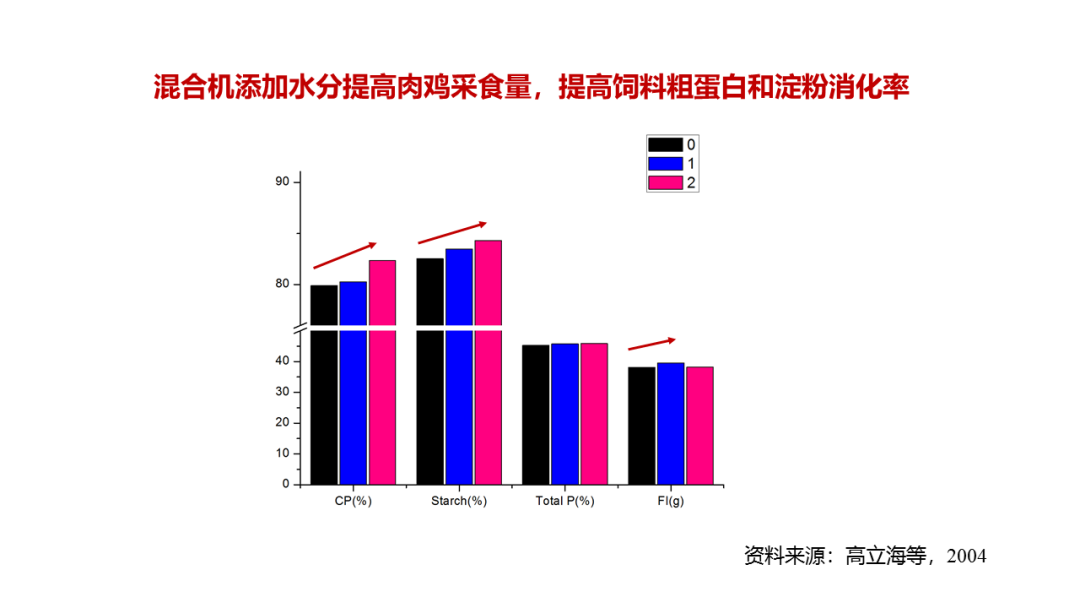
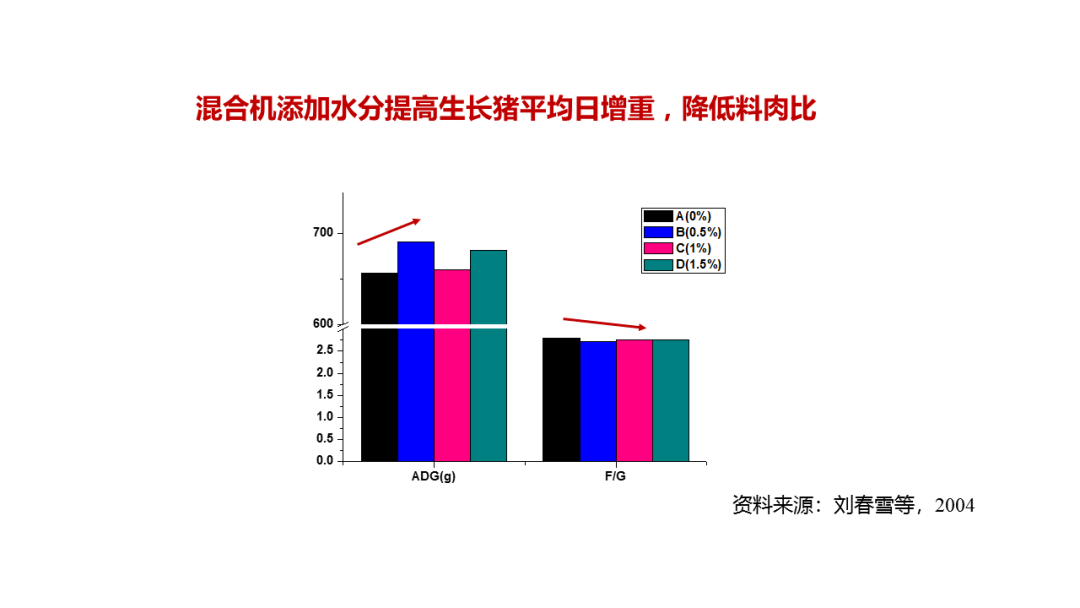
刘春雪等(2004)研究了在混合机粉料中添加0%、0.5%、1.5%、2.5%的水分对猪生长性能的影响。结果表明,在粉料中添加0.5%、1.5%的水分,猪的日增重比对照组分别提高2%和9%,饲料转化效率也有所提高。其原因就是添加水分后,制粒过程中淀粉的糊化度和颗粒耐久性提高。此外,高立海等(2004)研究发现,保证饲料合适的水分,可提高肉鸡采食量,提高饲料粗蛋白和淀粉消化率。
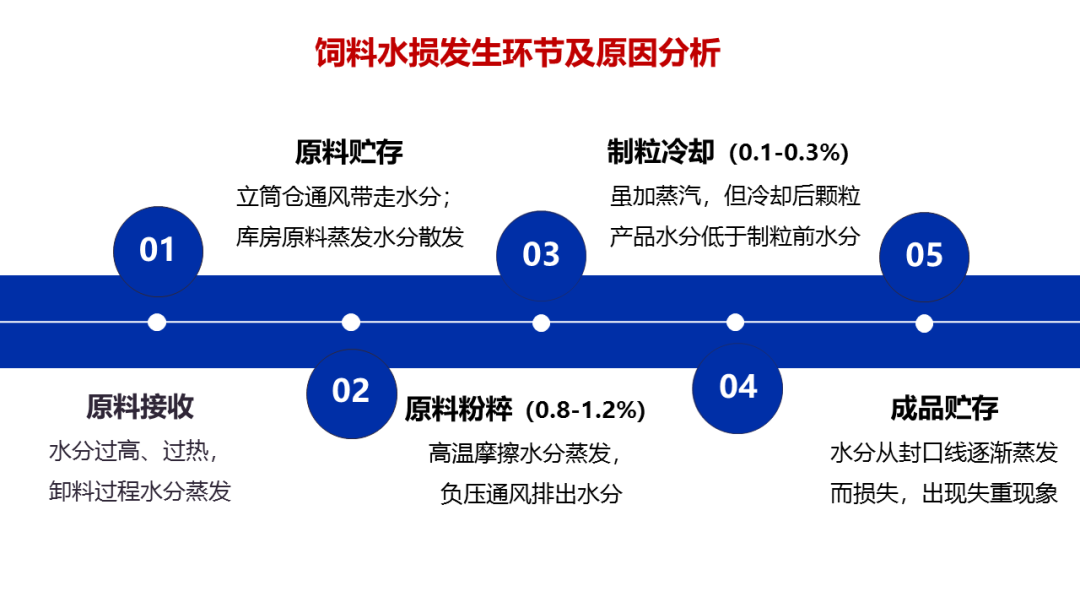
通过对不同孔径的粉碎机筛片,粉碎前后物料水分含量进行对比,检测分析后发现,随着物料粉碎粒度的减小,水分损耗明显增加。同样对不同梯度水分含量的物料,作粉碎前后物料水分含量对比,检测分析发现,随着物料水分含量的增加,粉碎后粉料的水分损耗增加,水分的最大损耗接近1%。随着物料水分含量的增加,粉碎效率也显著降低,能耗明显增加。对配有负压吸风并有风门调节装置的粉碎机,随着风量的增加,水分损耗仍有增加的趋势。玉米粉碎后用机械运输水分损耗为0.22%,用气力运输损耗为0.95%。
当混合后粉料的水分含量低于12.5%时,可考虑在物料混合时喷加雾化水。但目前在这方面存在很多问题要加以注意,混合时喷水不能超过物料的2%,否则物料中水分均匀度不好,饲料容易发生霉变。再者直接往物料中喷加雾化水,保水性能差,添加2%的水仅有40%-50%的保水率。在混合过程中喷加雾化水,①要考虑混合时间和水分添加时间的一致;②为保证喷水的均匀,要调整喷头的位置和喷水口大小;③要注意及时清理混合机的内壁物料的残留;④需要加防霉剂。
给物料添加水分,必须对进厂原料、混合粉料和最终产品的水分进行实时监控,只有当混合粉料和最终产品的水分都低于13%时才能考虑水分添加。①对所购单一原料的水分进行严格测定,及时录入成本核算表;②对加工饲料进行首样检验,即对每班首批混合粉料(混合机内的混合粉料)的初始水分(蒸汽处理前)进行测定;③根据日粮各种原料水分按其所占比例计算粉料初始水分理论值(由于原料粉碎和输送,计算值可能高于实测值),如水分值低于13%,在混合时需适量喷添水分。水的添加量由人工根据检测或计算结果设定,目标水分应设定在高于初始水分2个百分点处,但最高水分不得超过13%。
饲料加工所用原料来源及品种的多样性,带来了饲料加工中间产品以及最终产品水分分布的差异和含水量的多变性的问题。研究表明,混合后半成品粉料的水分变化一般在9%-14%之间,调质后入模物料的水分含量在15%-17%之间比较合理。此时生产的颗粒饲料加工质量较好、光洁度均匀、粉化率低,同时能耗也较低,最终产品的水分含量也易达到标准要求。一般加工后颗粒饲料的水分应不高于12.5%,在北方可以不高于13.5%,如果在夏季加工颗粒饲料,由于环境温度较高,因而成品颗粒最佳水分最好不高于12.5%,否则易发霉变质。
降低颗粒饲料生产时锅炉供汽压力,提高供汽蒸汽含水量
通常饲料生产锅炉供汽压力为7-9kg/cm2,生产使用压力为3-4kg/cm2。压力越高,湿度越低;反之,压力越低,湿度越高,蒸汽含水量越高。因此,只要满足生产需要时,压力越低越好,建议锅炉供汽压力调整为4-6kg/cm2,生产使用压力调整为2-2.5kg/cm2。
增加物料在调质器中的调质时间
增加物料在调质器内的停留时间,使物料与蒸汽充分混合,有利于淀粉糊化,提高畜禽消化吸收率,也能使物料充分吸收蒸汽中的水分,从而增加产品的水分。增加调质时间,可以采取降低调质器的转速或调整调质器的桨叶等方法解决。
关闭或调整供汽管道中的疏水阀
通常在分汽包和蒸汽供汽管道中都安装了很多疏水阀,其目的是排除蒸汽管道中的冷凝水,防止蒸汽带入过多的水分,而造成制粒机堵机,但是夏季由于原料水分较低,蒸汽含水量也较低,调质后的物料水分很难达到16%。因此调整或关闭疏水阀,不会造成堵机,反而有助于增加产品水分。
选择合适规格的制料环模
制料环模的孔径和厚度大小,不仅是影响制粒机产能的主要因素,同时也影响着颗粒饲料产品的水分。孔径小的压模,由于其颗粒直径较小,冷却器冷却风量容易穿透饲料颗粒,因此冷却时带走的水分多,饲料产品水分就会偏低。反之,孔径大的制料环模,其颗粒直径较大,冷风不容易穿透颗粒,冷却时带走的水分少,饲料产品水分就会升高。对于厚度较大的环模,在制粒过程中,磨擦阻力较大,物料不容易通过孔径,挤压制粒时,磨擦温度高,水分散失大,其饲料颗粒水分就会降低,因此建议选用制料环模时,压模的孔径、厚度要适合。
饲料颗粒冷却时,要选择合适的冷却风量
冷却过程的目的一方面是降低颗粒饲料的温度,使其不超过室温3-5℃;另一方面也可以带走饲料中的水分,使饲料产品水分符合规定的要求,根据成品冷却前的水分,设定相应成品的冷却参数,避免水分过度流失。
提高饲料原料水分的方法有:给饲料直接增水(添加水分含量高的液体);使用高水分原料,如使用水分含量较高的玉米等方法。适当提高饲料原料或半成品的水分既能提高产品质量又能降低生产成本。
直接增水或使用高水分原料可使用饲料霉变的机率大大增加,在饲料生产过程中可能会造成制粒和粉碎时的堵机、饲料水分变异大、饲料保水率低等问题。
霉菌生长有3个必要条件:水分(水活度Aw)、温度和氧气。仅用饲料水分不能准确评价微生物对饲料发霉的影响,目前水活度已成为评价饲料发霉和霉菌毒素产生的重要指标。饲料水活度不仅与饲料含水量有关,与环境的温度、湿度也有关。
饲料中的水分有游离水和结合水之分,饲料中游离水含量多少是由产品上面蒸汽压的大小来确定的。如果将饲料存放在密封的地方,不久就会因为游离水的蒸发使饲料中的水分达到均衡状态。因此,可由均衡状态中测得的蒸汽压(P)来决定其中游离水含量的多少。在相同的地方所测得的纯水的蒸汽压被称为Po。水活度指的是平衡相对湿度,可用Aw值表示,Aw值等于P/Po。霉菌孢子和其它微生物是否有机会生长即由Aw值来决定,而不是由含水量来决定。霉菌和其它微生物能利用的是物料的游离水。夏季给饲料增加水分的办法大多是在调质前喷水,但这些水分很容易被微生物利用,使饲料发霉。不同水活度条件下,易于生长的微生物也不同,Aw值在0.91-0.95区间时,细菌最易生长;Aw值为0.88时,酵母最易生长;Aw值为0.80时,霉菌最易生长。
熊易强(2008)指出,饲料水分控制的基本模型是要重视混合机粉料的初始水分和确定蒸汽处理后的目标温度,并控制好成品水分。当粉料的初始水分低于13%,可以添加部分水分。成品水分最好不要超过13%,否则会存在发霉的危险。刘春雪等(2004)研究了在混合机粉料中添加0%、0.5%、1.5%、2.5%的水分对颗粒质量的影响,结果表明,成品的水分分别是11.02%、11.33%、12.01%、12.32%,添加0.5%、1.5%水分在成品中有65%的保水率,添加2.5%的水分仅有50%的保水率。
饲料发霉的主要表现是包装内局部发霉、饲料颗粒表面发霉,很少出现全面发霉的情况。其根本原因是温差变化而发生了水分迁移而聚集,导致颗粒表面、包装封口部位水分含量升高,引起发霉。为了控制饲料的水活度,可在喷加的水中加入防霉剂和表面活性剂。防霉剂和表面活性剂通常含有丙酸、丙酸胺、甲酸、山梨酸、乳酸、柠檬酸等多种有机酸。甲酸、丙酸、山梨酸等有机酸分子对霉菌等具有极强的抑杀作用;丙酸和丙酸铵形成的强大的缓冲体系,能降低对设备的腐蚀性。因此,防霉剂和表面活性剂的存在,避免了水分向饲料颗粒表面移动,结合了游离水,从而减少了水分的散失,保证了水分在饲料颗粒内外的均匀分布,起到了对饲料的防霉和保水作用。

产品推荐:克克霉液态防霉剂

(4)降低饲料水活度,抑制霉菌增殖,全程有效平稳释放丙酸,确保饲料保质期的安全。

电话:0838-5672252
传真:0838-5673639
地址:四川川省广汉市金鱼镇金兴路11号
©2024 版权所有 四川爱客信生物科技股份有限公司 备案号:蜀ICP备**************号


